
и нажмите кнопку «В корзину».


Поршень и шатун Т-170 Б-170 ЧТЗ в Челябинске

Снятие поршня и шатуна Т-170
Слейте масло из картера и воду из системы охлаждения. Отсоедините и снимите с дизеля головки цилиндров и картер. Удалите нагар с поверхности гильзы цилиндров выше верхнего компрессионного кольца поршня.

Проверните коленчатый вал дизеля в положение, удобное для отворачивания шатунных гаек, расшплинтуйте и отверните гайки 16 (рис. 75), выбейте шатунные болты 12 и снимите крышку 15 нижней головки шатуна вместе с вкладышем 14. Затем, проворачивая коленчатый вал, установите поршень с шатуном в в.м.т., после чего, выталкивая шатун с поршнем вверх, выньте их из гильзы блока цилиндров. При вынимании поршня с шатуном следите за тем, чтобы шатунные болты не задевали за поверхность гильзы.

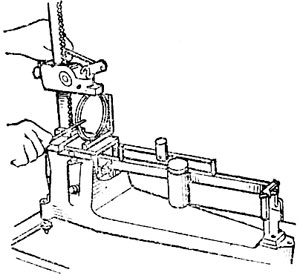
Поршень с шатуном можно вынуть из гильзы и без снятия картера дизеля. В этом случае снимите крышки смотровых люков блока и картера. Через люки расшплинтуйте и отверните гайки шатунных болтов, пользуясь специальным ключом (рис. 76). Для облегчения снятия крышки нижней головки шатуна выбейте болты шатуна примерно на 15 мм и снимите крышку нижней головки шатуна вместе с вкладышем. Выньте из гильзы поршень с шатуном, как указано выше.
Вкладыши 13 и 14 (см. рис. 75) шатуна можно проверять, удалять и заменять через смотровые люки, не снимая головок цилиндров и нижнего картера. Для снятия вкладышей шатуна снимите крышку смотрового люка блока и проверните коленчатый вал так, чтобы нижняя головка шатуна была расположена ближе к люку. Расшплинтуйте и отверните гайки шатунных болтов, затем снимите крышку шатуна с вкладышем 14. Проверните коленчатый вал или приподнимите шатун и выньте из шатуна верхний вкладыш 13.
Разборка поршня и шатуна Т-170
Отметьте расположение вкладышей 13 и 14 (см. рис. 75) и их принадлежность к шатуну нанесением рисок на торцах вкладышей, крышках и шатунах для того, чтобы при сборке устанавливать их на прежние места.
Выньте вкладыши из шатуна и крышки. Соедините крышку с нижней головкой шатуна в такое положение, как она была установлена на дизеле, ориентируясь, на клейма порядкового номера шатуна в комплекте, которые выбиты на бобышках шатуна и нижних крышках под шатунные болты.

Снимите поршневые кольца 1, 2, 3, 4; 8. Для снятия поршневых колец применяйте специальные щипцы (рис. 77), разводя ими замок кольца на минимально необходимую для снятия с поршня величину. Если нет перерасхода масла и пуск дизеля не затруднен по причине плохой компрессии, не снимайте поршни и не устанавливайте новые кольца.
Выньте из канавок поршня замки 6 (см. рис. 75) поршневого пальца. Выньте поршневой палец 7 и разъедините поршень с шатуном. Для снятия поршневого пальца поршень нагрейте до температуры 343...373 К (70...100°С). Втулку 9 верхней головки шатуна выпрессуйте только при ее замене.
Технические требования на поршень Т-170
- Поршни по диаметру отверстия 60-0,020 мм под поршневой палец сортируются на две размерные группы согласно таблицы.
Индекс группы Диаметр отверстия под палец, мм А2 59,966...59,973 А1 59,973...59,980
Сортировка по группам производится по наименьшему диаметру отверстия. Индекс размерной группы отверстия под палец наносится на торце юбки поршня. - По массе поршни сортируются на три группы, с разницей в пределах одной группы не более 10 г. Группы обозначаются на торце юбки поршня индексами: Н4, Н5, Н6. На дизель устанавливайте поршни только одной группы.
- По диаметру юбки поршни нормального и ремонтного размеров (как и гильзы цилиндров) сортируются на четыре размерные группы согласно табл. 3.
Так как поршень имеет овально-бочкообразную форму юбки, сортировка производится по наибольшему размеру диаметра юбки в плоскости, перпендикулярной оси поршневого пальца, на участке, высотой 35 мм от торца юбки. Индекс размерной группы выбит на днище поршня. - Ремонтный поршень имеет увеличенный по сравнению с поршнем нормального размера диаметр, юбки на 0,7 мм. Ремонтный поршень предназначен для установки в гильзы цилиндров, диаметр которых увеличен на 0,7 мм по сравнению с гильзой нормального размера.
- Поршни должны быть очищены от нагара. При очистке поршней применяйте специальные растворы, размягчающие нагар. При отсутствии таких растворов положите поршни в холодную воду на 10...12 ч, затем их хорошо просушите и очистите нагар.
51-03-23
51-03-36М Меньшая 144,64...144,66 С1 Средняя первая 144,66...144,68 С2 Средняя вторая 144,68...144,70 Б Большая 144,70...144,72 51-03-23-Р1
51-03-36-Р1М Меньшая 145,34...145,36 С1 Средняя первая 145,36...145,38 С2 Средняя вторая 145,38...145,40 Б Большая 145,40...145,42 - Поверхности канавок под поршневые кольца не должны иметь забоин, зарезов, задиров, рисок.
Перед установкой на поршень колец канавки под них и отверстия для стока масла должны быть очищены скребками из твердых пород дерева. Для предотвращения задиров и царапин не применяйте для очистки канавок сломанных поршневых колец, металлических скребков и т. п. Небольшие надиры и риски на верхней части поршня (до первого компрессионного кольца) зачищайте надфилем. Поршни, имеющие грубые риски, надиры, вмятины, замените. - Под поршневой палец ремонтного размера (51-03-50Р1-1) разверните отверстия в бобышках поршня до диаметра 60,3-0,020 мм и рассортируйте поршни на две размерные группы согласно таблицы.
Индекс группы Диаметр отверстия под ремонтный палец, мы А2 60,266...60,273 А1 60,273...60,280 - Посадка поршневого пальца нормального и ремонтного размеров в отверстии бобышек поршня с натягом 0,019...0,030 мм обеспечивается при сборке подбором одноименных групп (А1 или А2) поршней и пальцев.
Технические требования на поршневые кольца Т-170
- На поршень 51-03-36 устанавливайте комплект поршневых колец 51-03-120 СП. Верхнее (первое) компрессионное кольцо 1 (см. рис. 75) и второе компрессионное кольцо 2 трапециевидного, поперечного сечения. Второе компрессионное кольцо 2, кроме того, имеет конусную рабочую поверхность так же, как и третье компрессионное кольцо 3.
 Рис. 78. Сечение конусного компрессионного кольца
Рис. 78. Сечение конусного компрессионного кольцаНа третьем компрессионном кольце 3, имеющем конусную рабочую поверхность, должна быть метка ВЕРХ на торце А меньшего диаметра (рис. 78).
 Для определения направления конуса рабочей поверхности этих колец, если метка ВЕРХ на кольце отсутствует, установите кольцо рабочей конусной поверхностью на ровную плиту и прижмите к плите с внутренней стороны пальцем (рис. 79). Затем к торцовой стороне подведите угольник и определите, в какую сторону наклонено кольцо. Метка ВЕРХ должна быть на торце А, в сторону которого наклонено кольцо.Рис. 79. Определение направления конуса рабочей поверхности конусного компрессионного кольца
Для определения направления конуса рабочей поверхности этих колец, если метка ВЕРХ на кольце отсутствует, установите кольцо рабочей конусной поверхностью на ровную плиту и прижмите к плите с внутренней стороны пальцем (рис. 79). Затем к торцовой стороне подведите угольник и определите, в какую сторону наклонено кольцо. Метка ВЕРХ должна быть на торце А, в сторону которого наклонено кольцо.Рис. 79. Определение направления конуса рабочей поверхности конусного компрессионного кольца -
Параметры поршневых колец 51-03-120СП Наименование параметра кольца Компрессионные кольца Маслосъемные кольца верхнее второе третье верхнее нижнее Высота, мм 3,5 3,5 3,5-0,07 6-0,04 6-0,04 Толщина (радиальная), мм 6,2-0,32 5,7±0,2 5,7±0,2 4,0±0,2 5,5-0,3 Зазор в стыке кольца, поставленного в цилиндр диаметром 145 мм, мм 0,9±0,2 0,7±0,15 0,7±0,15 0,6±0,15 0,6±0,15 Радиальные силы, приложенные в точках,
отстоящих на 90° на обе стороны от стыка,
при сжатии кольца до нормального зазора, Н (кгс) (см. рис. 82)98,0±12,5 (10,00±1,25) 74,77±9,35 (7,63±0,95) 93,1±14,0 (9,5±1,43) 15,47±3,09 (1,58±0,32) 61,80±9,46 (6,31±0,97) Торцовый зазор между кольцом и канавкой поршня, мм 0,22...0,34 0,22...0,34 0,07...0,11 0,04... 0,08 0,04...0,09  Рис. 80. Замер зазора между поршневым кольцом и канавкой поршня
Рис. 80. Замер зазора между поршневым кольцом и канавкой поршня При увеличении торцового зазора между кольцом и канавкой поршня до 0,4 мм (рис. 80) и зазора в стыке колец, вставленных в гильзу до 5 мм (рис. 81), кольца выбраковывайте.Рис. 81. Замер зазора в стыке поршневого кольца
При увеличении торцового зазора между кольцом и канавкой поршня до 0,4 мм (рис. 80) и зазора в стыке колец, вставленных в гильзу до 5 мм (рис. 81), кольца выбраковывайте.Рис. 81. Замер зазора в стыке поршневого кольца - В запасные части поршневые кольца нормального, и ремонтного размеров поставляются комплектами на один дизель.
Поршневые кольца ремонтного размера 51-03-120Р-1СП увеличены по сравнению с кольцами нормального размера 51-03-120СП по наружному диаметру на 0,7 мм. Ремонтные кольца предназначены для установки совместно с ремонтным поршнем. - На поршень 51-03-23 устанавливайте комплект поршневых колец 51-03-115СП, состоящий из верхнего компрессионного кольца А27.06.02.101 трапециевидного поперечного сечения, двух конусных компрессионных колец А27.06.00.014 (толщиной мм), верхнего маслосъемного кольца А27.16.70.000 со спиральным расширителем и нижнего маслосъемного кольца А27.16.20.013 без хромового покрытия и расширителя. Оба маслосъемных кольца имеют толщину (высоту) 6-0,04 мм. Конусные кольца устанавливайте на поршень торцом с меткой ВЕРХ, обращенным к днищу.
При установке верхнего маслосъемного кольца замки расширителя и кольца расположите в противоположных сторонах. Маслосъемные кольца А27.16.70.000 со спиральным расширителем и А27.16.20.013 без хромового покрытия могут быть установлены на поршень 51-03-10.
Поршень 51-03-23-Р1 и комплект колец 51-03-115-Р1 СП ремонтного размера увеличены по наружному диаметру на 0,7 мм по сравнению с этими деталями нормального размера. - Поршневые кольца должны без заеданий, легко прокатываться по всей канавке вокруг поршня.
{kind=link}
Технические требования на поршневой палец Т-170
- Поршневые пальцы нормального и ремонтного размеров по наружному диаметру сортируются на две размерные группы согласно табл. 6. Поршневые пальцы сортируются на размерные группы по наибольшему диаметру пальца. Индекс группы маркируется на торце или внутренней поверхности пальца маслостойкой краской соответствующего цвета (А2 — желтый; А1—зеленый).
- Поршневой палец ремонтного размера 16-03-50-Р1-1 по сравнению с пальцем нормального размера 16-03-50 увеличен по наружному диаметру на 0,3 мм.
Обозначение пальца Индекс группы Диаметр пальца, мм Цвет маркировки 16-03-50 А2 59,992...59,996 Желтый А1 59,996...60,000 Зеленый 16-03-50Р1-1 А2 60,292...60,296 Желтый А1 60,296...60,300 Зеленый
Ремонтный палец предназначен для установки в поршни и втулки верхней головки шатуна, диаметр отверстий которых под палец увеличен на 0,3 мм по сравнению с нормальным. - Предельный зазор в сопряжениях: поршневой палец и втулка верхней головки шатуна — 0,15 мм; поршневой палец — бобышки поршня — 0,15 мм.
Технические требования на втулку верхней головки шатуна Т-170
- Втулка должна запрессовываться в верхнюю головку шатуна со стороны, имеющей закругленную и заполированную кромку отверстия под втулку. Наружный диаметр втулки 68+0,132 мм. Диаметр отверстия в головке шатуна под втулку 68+0,030 мм.
Посадка втулки в отверстие верхней головки с натягом 0,072...0,132 мм. - Втулка после обработки в сборе с шатуном должна иметь внутренний диаметр: 60+0,029 мм — под поршневой палец нормального размера (16-03-50); б0,3+0,029 мм — под поршневой палец ремонтного размера (16-03-50-Р1-1).
Обозначение поршневого пальца Индекс группы Диаметр отверстия втулки под поршневой палец, мм Цвет маркировки 16-03-50 А2 60,010...60,019 Желтый А1 60,019...60,029 Зеленый 16-03-50Р1-1 А2 60,310...60,319 Желтый А1 60,319...60,329 Зеленый - Втулка 03315-Р верхней головки шатуна поставляется в запасные части с внутренним диаметром 59,4+0,2 мм (с припуском на расточку в шатуне).
Втулка 03315-Р1-1 ремонтных размеров увеличена по сравнению с втулкой нормальных размеров 03315 по наружному диаметру на 0,5 мм и уменьшена по внутреннему диаметру на 0,4...0,6 мм (с припуском на расточку в шатуне).
Технические требования на шатун Т-170
- Шатуны в сборе с крышкой и втулкой по массе разбиваются на группы с разницей в пределах одной группы не более 35 г. Группы обозначаются индексами Б1, В1, Г1, Д1 и т. д. и маркируются электрографом на бобышках под шатунный болт нижней головки шатуна. На дизель устанавливаются шатуны одной группы. Раскомплектовка крышки и шатуна не допускается.
- По диаметру отверстия во втулке верхней головки под поршневой палец нормального и ремонтного размеров шатуны в сборе с втулкой сортируются на две размерные группы.
Шатуны сортируются по наименьшему диаметру отверстия втулки верхней головки. Индекс группы маркируется на шатуне маслостойкой краской соответствующего цвета (А2-—желтый, А1—зеленый) . - Посадка поршневого пальца в отверстие втулки верхней головки шатуна должна быть с зазором 0,014...0,033 мм.
- Поршневой палец должен иметь посадку по втулке верхней головки шатуна без, ощутимого люфта и должен перемещаться из одного крайнего положения в другое усилием руки.
- Маслоподводящий канал в теле шатуна и два отверстия в верхней головке шатуна должны быть очищены от металлических частиц, пыли и грязи и продуты сжатым воздухом. Проверяйте чистоту канала с помощью намагниченного стержня.
Технические требования на вкладыши шатуна Т-170
- Размеры, маркировка вкладышей и диаметры сопрягаемых с ними шеек коленчатого вала приведены в таблицы.
Обозначение вкладышей Индекс группы Толщина, мм Диаметр шатунной шейки
колен-
чатого вала, ммвкладыша антифрик-
ционного слоястальной основы А23.01-10003А Н
А23.01-10004А НБН1 3,875-0,03 0,59...0,78 3,15±0,09 92,21-0,023 А23.01-10003А-01 Н
А23.01-10004А-01 НБН2 4,0-0,03 0,72...0,90 3,15±0,09 91 ,96-0,023 А23.01-10003А-02 Р
А23.01-10004А-02 РБР1 4,375-0,03 0,74...0,93 3,5±0,09 91,21-0,023 А23.01-10003А-03 Р
А23.01-10004А-03 РБР2 4,75-0,03 0,4...0,63 4,2±0,11 90,46-0,023 А23.01-10003-04 Р
А23.01-10004-04 РАРЗ 5,125-0,03 1,07...1,43 — 89,71-0,023 А23.01-10003-05 Р.
А23.01-10004-05 РАР4 5,5-0,03 0,87...1,23 — 88,96-0,023  Рис. 83. Вкладыш шатуна1 — верхний; 2 — нижний
Рис. 83. Вкладыш шатуна1 — верхний; 2 — нижнийТак как внутренняя поверхность шатунных вкладышей имеет овальную форму (наименьшая толщина вкладыша — у плоскости разъема), толщина S указана в диаметральной плоскости, перпендикулярной плоскости разъема вкладыша (рис. 83). Зазор в шатунном подшипнике в этой плоскости 0,1...0,164 ми. При зазоре в шатунном подшипнике более 0,3 мм замените вкладыши.
 При определении зазора в подшипнике измерение диаметра отверстий во вкладышах, уставленных в шатун, производите в плоскости, перпендикулярной плоскости разъема шатуна и крышки (рис. 84).рис. 84. определение наименьшего размера диаметра в шатунных вкладышах
При определении зазора в подшипнике измерение диаметра отверстий во вкладышах, уставленных в шатун, производите в плоскости, перпендикулярной плоскости разъема шатуна и крышки (рис. 84).рис. 84. определение наименьшего размера диаметра в шатунных вкладышах
Индекс группы вкладышей маркируется механическим способом на стальной поверхности вблизи разъема: маркировка вкладышей ремонтных размеров допускается в средней части одного из торцов-вкладыша. - Высота вкладышей замеряется при их обжатии по одному из стыков в специальном приспособлении и равна 50+0,12 мм.
- На поверхностях вкладышей не допускаются заусенцы и выступающие забоины. Вкладыши с шероховатой поверхностью и имеющие на ней задиры подлежат замене.
- Шатунные вкладыши нормальных и ремонтных размеров в запасные части поставляются комплектами на один дизель согласно таблицы.
Обозначение комплекта Маркировка вкладышей Диаметр шатунной шейки вала, мм А23.01-100-160 сбН1 БН1 92,21-0,023 А23.01 -100-160 сбН2 БН2 91,96-0,023 A23.0I-100-160 сбР1 БР1 91,21-0,023 А23.01-100-160 сбР2 БР2 90,46-0,023 А23.01-100-130 сбР3
(16-03-C6120-P3-1)АР3 89,71-0,023 А23.01-130 сбР4
(16-03-С6121-Р4-1)АР4 88,96-0,023 - Для валов, перешлифованных при ремонте на размеры, отличные от указанных в табл. 9, подбирают вкладыши ремонтного размера и дополнительно растачивают их в сборе с шатунами. Минимальная толщина антифрикционного слоя расточенных вкладышей у стыков должна быть не менее 0,3 мм.
При расточке вкладышей должен быть обеспечен зазор между шатунной шейкой коленчатого вала и вкладышем шатуна 0,12...0,16 мм. Оси отверстий во вкладышах и во втулке верхней головки шатуна должны лежать в одной плоскости и быть параллельны между собой. Допускаемое отклонение не более 0,04 мм на длине 100 км. Расстояние между указанными осями должно быть 380+0,095 мм.
Сборка поршня с шатуном Т-170
Подберите для дизеля комплект шатунов 11 (см. рис. 75) в сборе с крышкой 15 и втулкой 9 по массе одной группы, т. е. все шатуны должны быть группы БI, или группы В1 и т. д. Разница в массах всех шатунов в комплекте на дизеле допускается не более 35 г.
Прочистите, промойте и продуйте сжатым воздухом маслоподводящие каналы в теле шатуна и два отверстия в верхней головке шатуна. Протрите и установите вкладыши в шатун и в крышку шатуна так, чтобы усик (выступ) вкладыша вошел в соответствующий паз. В шатун устанавливайте вкладыши 13 с канавкой, в крышку шатуна — вкладыши 14 без канавки.
Вставьте шатунные болты 12. Наденьте на болты крышку шатуна с вкладышами так, чтобы метки на бобышках шатуна и крышки были обращены в одну сторону, как и до разборки. На шатунные болты наверните гайки 16.
Подберите комплект поршней 1 по массе одной группы, т. е. все поршни должны быть группы Н4 или Н5 или Н6. Разница в массах поршней в комплекте допускается не более 10 г.
К комплекту поршней и шатунов подберите поршневые пальцы 7. Кроме вышеперечисленных требований сопрягаемые поршни, шатуны и поршневые пальцы должны быть одной размерной группы А1 или А2 под посадочный диаметр пальца.
Соедините поршневым пальцем поршень с шатуном. Перед сборкой поршень нагрейте до температуры 343...373 К (70...100 °С), поверхность поршневого пальца смажьте моторным маслом. Палец должен входить в отверстия в бобышках поршня от легких ударов резинового молотка. Шатун должен прокачиваться на поршневом пальце свободно, под действием своего веса, заедание не допускается.
Установите в канавки отверстия в бобышках поршня замки 6 поршневого пальца. Наденьте на каждый поршень, пользуясь щипцами (см. рис. 77), последовательно пять колец: два маслосъемиых 8 и 4 (см. рис. 75), два компрессионных нижних 3 и 2, одно компрессионное верхнее 1. Под верхнее маслосъемное кольцо 4 предварительно наденьте расширитель 5. Третье компрессионное кольцо 3 устанавливайте так, чтобы метка ВЕРХ ша кольце была обращена к днищу поршня.