
и нажмите кнопку «В корзину».


Клапаны и втулки клапанов П-23У ЧТЗ в Челябинске

Снятие клапанов и втулок клапанов П-23У
Снимите головку цилиндров пускового двигателя и кронштейн толкателей с толкателями клапанов.

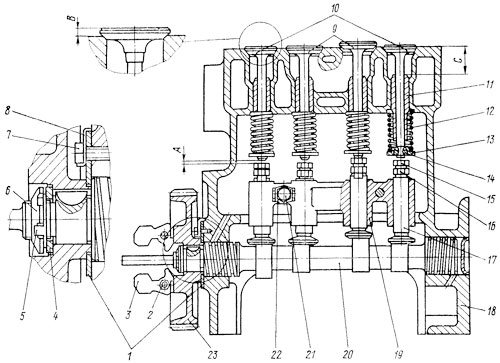
Сожмите пружину клапана специальным приспособлением (рис. 125) и выньте сухарики 14 (см. рис. 124), снимите тарелку 13 пружины и пружину 12. Выньте клапан 10 из втулки 11. Также снимите остальные клапаны. При необходимости замены выпрессуйте из блока с помощью оправки направляющие втулки клапанов.
{kind=link}
Технические требования на клапаны и втулки клапанов П-23У
- Наружный диаметр тарелки впускного клапана 04234 — 45-0,39 мм, выпускного 04235 — 40-0,39 мм. Диаметр стержня клапанов 10-0,064 мм.
- Клапаны ремонтных размеров увеличены по сравнению с клапанами нормальных размеров по наружным диаметрам тарелок на 1,5 мм и увеличены по диаметру стержней на 0,25 мм. Наружные диаметры тарелок клапанов ремонтных размеров: впускного 04234-Р1-1 — 46,5-0,39 мм, выпускного 04235-Р1-1 — 41,5-0,39 мм; диаметр стержня — 10,25-0,065 мм.
- Диаметр отверстия втулки 01504 под стержень клапанов 10+0,036 мм. Втулка клапана ремонтного размера 01504-Р1-1 имеет уменьшенный по сравнению с втулкой нормального размера диаметр отверстия под стержень на 0,3 мм и равный 9,7+0,036 мм. Наружный диаметр втулок 01504 и 01504-Р1-1 — 19+0,028 мм. Диаметр отверстий втулок в блоке под втулки клапанов 19+0,023 мм. Натяг в сопряжении втулка клапана — отверстие в блоке в пределах 0,005...0,041 мм. Допустимый натяг не менее 0,002 мм.
- Нормальный зазор между втулкой и стержнем клапанов в пределах 0,065...0,121 мм. Допустимый зазор — 0,21 мм. Предельный зазор — 0,35 мм.
- Допустимый износ стержня клапанов по диаметру (в сопряжении с новой втулкой) — 9,82 мм. При износе стержня до указанного размера допускается перешлифовка клапанов на ремонтный размер 9,7-0,065 мм для совместного применения с втулкой 01504-Р1-1 ремонтного размера, имеющей диаметр отверстия 9,7+0,036 мм. Непрямолинейность стержня клапана допускается не более 0,02 мм на длине 82 мм.
- Допустимый износ отверстия втулки клапана (в сопряжении с новым клапаном) — 10,12 мм. При износе втулки до указанного размера допускается развертывание отверстия втулки на ремонтный размер 10,25+0,036 мм для совместного применения с клапанами ремонтного размера, имеющими диаметр стержня 10,25-0,065 мм.
- При износе и прогорании фасок клапанных гнезд с отложением на них нагара фаски исправляйте специальными фрезами (шарошками). Если фаска гнезда лишь покрыта нагаром, повреждение ее поверхности незначительно, очистите фаску и притрите клапан к ней.
- При восстановлении клапанных гнезд и клапанов рабочие фаски гнезд и тарелок клапанов (впускных и выпускных) должны быть обработаны под углом 45°±15'. Ширина рабочей фаски гнезда после обработки должна быть 2,8...3,2 мм для впускного клапана и 2,1...2,5 мм для выпускного клапана. Биение рабочих фасок гнезд впускных и выпускных клапанов относительно поверхности отверстия направляющей втулки допускается не более 0,05 мм. Биение поверхности рабочей фаски клапана относительно образующей стержня после обработки не должно превышать 0,05 мм. При обработке фасок гнезд и тарелок клапанов снимайте как можно Меньше металла.
- Высота от края рабочей фаски клапана (цилиндрическая часть тарелки) после обработай не менее 0,8 мм. Выступание В торца тарелки клапана относительно верхней плоскости блока цилиндров не менее 0,8 мм. При износе до указанных размеров применяйте впускные и выпускные клапаны ремонтных размеров с увеличенными на 1,5 мм наружными диаметрами тарелок. Не устанавливайте впускные клапаны вместо выпускных, так как они изготовлены из разных марок сталей.
- Герметичность прилегания тарелки клапана к гнезду - проверяйте с помощью пневматического приспособления при давлении воздуха 40...60 кПа (0,4...0,6 кгс/см²). Пропуск воздуха (появление пузырей) не допускается. Допускается проверка герметичности сопряжения клапан—гнездо заливкой осветительного керосина во впускные и выпускные каналы. Течи или появления капель керосина из-под тарелок при повороте клапана на любой угол не должно быть в течение 3 мин. Допускается отпотевание по окружности гнезда клапана без образования подтеков.
- Усилие пружины клапана при сжатии ее до размера 50 мм должно быть в пределах 122...152 Н (12,5...15,5 кгс). Допустимое усилие — не менее 117 Н (12 кгс).
Сборка клапанов и втулок клапанов П-23У
Запрессуйте направляющие втулки 11 клапанов (см. рис. 124) с помощью оправки в отверстия блока, выдёржав размер С от плоскости разъёма головки и блока до торца втулок в пределах 29...31 мм. Проверьте величину диаметра отверстия втулок и, при необходимости, разверните отверстия под стержень клапанов. Притрите клапаны с их седлам. При притирке наденьте на стержень клапана слабую пружину и установите впускные клапаны 9 в две средние направляющие втулки, выпускные клапаны 10 — в крайние втулки. Смажьте гнезда клапанов притирочной пастой и притрите клапаны к седлам с помощью специального станка или коловорота. При притирке коловоротом с плоским наконечником, нажимая на клапан, поверните его на 180° в обе стороны, затем поднимите коловорот и, снова опустив, проверните клапан на 180° в обе стороны. Притрите клапаны до появления на конических поверхностях тарелки клапана и седла ровной матовой кольцевой полоски шириной 0,5...2 мм. Риски на матовой поверхности и разрывы полоски не допускаются.
Промойте керосином клапаны и втулки от остатков притирочной пасты. Установите клапаны 9 и 10 в свои гнезда. Наденьте на стержни клапанов пружины 12 с тарелками 13, сожмите пружины приспособлением (см. рис. 125) и установите на стержни клапанов сухарики 14 (см. рис. 124).