
и нажмите кнопку «В корзину».


Поршень и шатун П-23У ЧТЗ в Челябинске

Снятие поршня и шатуна П-23У
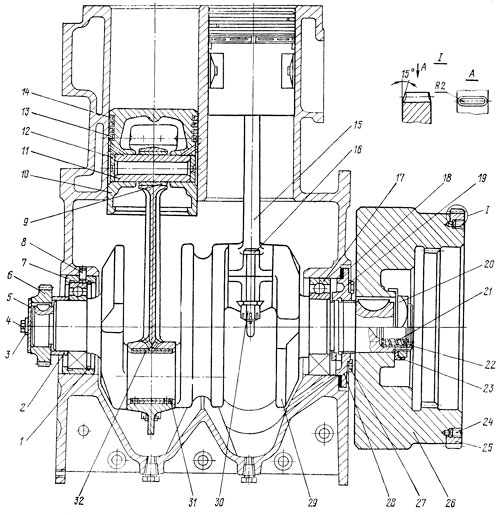
Снимите пусковой двигатель с дизеля. Снимите головку цилиндров и крышку люка поддона пускового двигателя. Проверните коленчатый вал, установив головку шатуна против люка. Расшплинтуйте и отверните гайки 30 (см. рис. 130) шатунных болтов 16. Выбейте из крышки нижней, головки шатуна болты и снимите ее вместе с вкладышем. Проверните коленчатый вал, установив поршень в ВМТ, выньте поршень 10 с шатуном из цилиндра. При этом следите, чтобы шатунные болты не задевали поверхность цилиндра. Пометьте шатун первого цилиндра цифрой «1», второго — «2».
{kind=link}
Разборка поршня и шатуна П-23У
Нанесите метки на торцах вкладышей, крышек и шатунов, чтобы при сборке установить их на прежнее место. Выньте вкладыши из крышки И нижней головки шатуна.
Соедините крышку и нижнюю головку шатуна болтами в таком положении, как они стояли на двигателе.
Снимите поршневые кольца специальными щипцами. Поршневые кольца снимайте только при их замене, при потере компрессии или для удаления нагара в канавках поршня.
Нагрейте поршень до температуры 343...363 К (70...90°С). Удалите заглушку 12 и поршневой палец 11.
Технические требования на поршень П-23У
- Поршни, установленные на одном двигателе; по массе не должны отличаться более чем на 10 г. Масса поршня в граммах нанесена на днище поршня. Диаметр юбки поршня 92-0,115 мм.
- По диаметру юбки поршни сортируются на четыре размерные группы: A (92-0,160 мм), Б (92-0,145 мм), В (92-0,130 мм) и Г (92-0,115 мм). Сортировка проводится по наибольшему диаметру юбки. Обозначение группы нанесено на днище поршня. Поршни должны устанавливаться в цилиндры одноименной размерной группы.
- В запасные части поставляются поршни трех ремонтных размеров согласно таблицы.
Маркировка поршня 03349 Диаметр юбки поршня, мм Диаметр отверстия под палец, мм 92-0,115 28-0,004 Р1 - II 92.75-0,115 27.7-0,004 Р2 - I 93.5-0,115 28-0,004 Р2 - II 93.5-0,115 27.7-0,004 - Поршни перед установкой в двигатель должны быть очищены от нагара. Применяйте для очистки специальные размягчающие растворы. При отсутствии таких растворов положите поршни в холодную воду на 10...12ч, затем хорошо просушите и очистите нагар. Канавки под поршневые кольца и отверстия для стока масла очищайте скребками из твердых пород дерева. Во избежание задиров не применяйте для очистки металлические скребки.
Технические требования на шатун П-23У
- Шатун и крышка шатуна обрабатываются в сборе, поэтому их раскомплектовка не допускается. При обработке и замере диаметра отверстий нижней головки шатуна гайки болтов затягивайте ключом с плечом 250 мм.
- Шатуны, установленные в двигателе, не должны отличаться по массе более чем на 20 г. Масса нанесена на нижней головке шатуна последними тремя цифрами в граммах.
- Оси верхней и нижней головок шатуна должны лежать в одной плоскости и быть параллельны, смещение не более 0,06 мм на длине 100 мм, допустимое смещение (скручивание и изгиб) допускается не более 0,1 мм.
- Расстояние между осями отверстий верхней и нижней головок шатуна (216±0,05) мм, допустимое расстояние 215,5 мм.
Технические требования на втулку верхней головки шатуна П-23У
- Внутренний диаметр втулки после запрессовки и развертывания должен быть равен 28 мм.Натяг между отверстием верхней головки шатуна и втулкой 0,04...0,115 мм, допустимый натяг 0,02 мм.
- В запасные части поставляются втулки шатуна нормального и ремонтного размеров с при пуском для обработки внутреннего диаметра. Втулка ремонтного размера 03148Р2-1 имеет увеличенный на 1 мм наружный и уменьшенный на 0,3 мл внутренний диаметры. Эта втулка может применяться с перешлифованным на размер 27,7 мм пальцем и запрессовывается в расточенную на раз мер 34 мм верхнюю головку шатуна.
- При износе втулки по внутреннему диаметр) допускается осаживать ее с торцов и обработав внутренний- диаметр. Допустимая длина втулки после осадки не менее 30 мм.
- Радиальные отверстия просверлите во втулке после запрессовки по отверстиям в шатуне. Внутреннюю поверхность втулки обработайте после сверления радиальных отверстий.
Технические требования на поршневые кольца П-23У
- Кольца ремонтного раз мера компрессионные 03350P1-II и маслосъемные 03351P1-II имеют увеличенный на 0,75 мм наружный диаметр, а кольца 03350P2-I, 03351 P2-I нг 1,5 мм. Кольца 03350 Р 1-1,1 и 03351 P1-II применяйте с ремонтным поршнем 03349 P1-II, а кольца 03350P2-I и 03351 P2-I с поршнями 03349 P2-I i 03349 P2-II.
- Установленное в цилиндр кольцо должны иметь тепловой зазор в стыке 0,55... 0,75 мм. Просвет между компрессионным кольцом и калибром допускается не более 0,02 мм в любом месте с плавным уменьшением в обе стороны, но не ближе 5 мм от стыка. Маслосъемное кольцо не должно иметь просвет при установке в калибр.
- При сжатии кольца до рабочего зазора в стыке 0,55...0,75 мм, силы, приложенные в двух точках, отстоящих от стыка каждая на 90°, должны быть в пределах 40...80 Н (4...8 кгс).
- Для проверки неплоскостности торцов компрессионные кольца пропустите через щелевое приспособление шириной 4,03-0,01 мм. Кольца должны свободно проходить через щель под действием собственного веса.
Технические требования на поршневой палец П-23У
- Ремонтный палец 03158-1P1-I имеет увеличенный на 0,2 мм наружный диаметр. Ремонтный палец используйте с изношенными нормальным и ремонтным поршнями, обработанными на размер диаметра отверстия 28,2-0,004 мм. Изношенные пальцы после перешлифовки на размер 27,7-0,009 мм используйте в комплекте с ремонтными поршнями 03349P1-II и 03349P2-II.
- Поршневой палец должен свободно поворачиваться по втулке шатуна и перемещаться под действием собственного веса.
- Заглушка 03159P1-I поршневого пальца ремонтного размера имеет увеличенный на 0,2 мм диаметр посадочного места 28,2-0,050 мм.
Технические требования на вкладыши П-23У
- В запарные части поставляются шатунные вкладыши нормального размера и четырех ремонтных размеров. Размеры вкладышей и шатунных шеек коленчатого вала, их маркировка даны в таблице.
Обозначение вкладышей по чертежу Маркировка вкладышей Толщина вкладышей, мм Диаметр шейки коленчатого вала, мм А23.01-5403
А23.01 -5404БН1 2 50 А23.01-5403-01
А23.01-5404-01БР1 2.25 49.5 А23.01-5403-02
А23.01-5404-02БР2 2.5 49 А23.01-5403-03
А23.01-5404-03БР3 2.75 48.5 А23.01-5403-04
А23.01-5404-04БР4 3 48
Маркировка вкладышей нанесена на наружной стальной поверхности вблизи стыка. На ремонтных вкладышах маркировка может быть нанесена в средней части одного из торцов. - Внутренняя поверхность вкладышей овальной формы, поэтому они по окружности имеют различную толщину. Наибольшую толщину имеет средняя часть вкладыша. Измеряйте вкладыши в плоскости, перпендикулярной разъему.
- Высота вкладыша, замеренная под нагрузкой, приложенной к одной из плоскостей разъема, — 27+0,07 мм> суммарная высота обоих вкладышей 54+0,14 мм. Вкладыши, имеющие другую высоту, разбиты на две группы и внешне отличаются дополнительной маркировкой, нанесенной на стопорный усик. Группа вкладышей высотой27+0,04 мм имеет маркировку « — », вкладыши высотой 27+0,10 мм имеют маркировку « + ». Такие вкладыши в подшипнике спаривайте следующим образом: имеющий маркировку «+» с вкладышем, имеющим маркировку «—», что обеспечивает суммарную высоту 54+0,14 мм.
Технические требования на поршень и шатун в сборе П-23У
- Разница в массе входящих в комплект поршней в сборе с шатунами не должна превышать 30 г.
- Разведение поршневых колец при установке на поршень должно быть ограничено обоймой с внутренним диаметром 100 мм.
- При поворачивании вокруг своей оси поршня, находящегося в горизонтальном положении, кольца должны плавно перемещаться в канавках и утопать в них под действием собственного веса.
- Зазор между компрессионными и маслосъемными кольцами и канавкой поршня 0,04...0,085 мм, допустимый зазор 0,2 мм, предельный зазор 0,4 мм.
- Поршневой палец должен свободно поворачиваться во втулке шатуна и перемещаться под действием собственного веса.
- Суммарный зазор, определенный на приборе КИ-11140-ГОСНИТИ, в сопряжениях: поршень — палец, палец — втулка шатуна, вкладыши шатуна— шатунная шейка, коренные шейки — шарикоподшипники— должен быть не более 1 мм. Если зазор более 1 мм, двигатель подлежит разборке для определения зазоров в каждом сопряжении и последующем ремонте.
- Сопряжение между отверстием поршня и поршневым пальцем для новых деталей должно быть от натяга 0,017 мм до зазора 0,005 мм, допустимый зазор 0,03 мм, предельный зазор 0,15 мм.
- Зазор между пальцем и втулкой шатуна 0,007...0,029 мм, допустимый зазор 0,08 мм, предельный зазор 0,15 мм.
- Нормальный зазор между вкладышем и шатунной шейкой в плоскости, перпендикулярной разъему, 0,055... 0,115 мм. Если зазор превышает 0,23 мм, замените изношенные вкладыши.
- Радиальный зазор шарикоподшипников коленчатого вала 0,013...0,033 мм, допустимый зазор 0,1 мм, предельный зазор 0,25 мм.
- Разрежение в цилиндрах (показатель компрессии), замеренное на приборе КИ-5315-ГОС-НИТИ, должно быть не менее 0,3 кгс/см². При меньшем разрежении проверьте состояние поршневых колец.
Сборка поршня и шатуна П-23У
Для запрессовки втулки 9 (см. рис. 130) нагрейте шатун 15 до температуры 353...363 К (80...90°С). Запрессуйте втулку заподлицо с торцами головки шатуна. Втулку для запрессовки можно охладить до 223 К (—50 °С).
Нагрейте поршень до температуры 343...363 К (70...90°С). Смажьте моторным маслом поршневой палец и втулку шатуна. Соберите поршень с шатуном., протолкнув легкими ударами медного молотка поршневой палец. Палец должен входить от усилия не более 30 Н (3 кгс).
Запрессуйте с обеих сторон поршня заглушку 12 поршневого пальца. При выступании заглушек над поверхностью поршня опилите их.
Установите в канавки специальными щипцами последовательно маслосбрасывающее 13 и три компрессионных 14 кольца фаской к днищу поршня. Расположите стыки колец под углом 120° относительно друг друга. Установите в шатун и крышку нижней головки шатуна верхний 32 и нижний 31 вкладыши по ранее нанесенным меткам.
Установка поршня и шатуна П-23У
Удалите нагар с верхней части поверхности цилиндров. Протрите цилиндры и шатунные шейки коленчатого вала 29 льняной салфеткой.
Смажьте моторным маслом шатунные шейки вала, вкладыши шатунов и крышек, цилиндры блока, поршни и шатунные болты. Установите по ранее нанесенным меткам поршни с шатунами в цилиндры, пользуясь для направления колец приспособлением. Шатун с меткой «1» должен быть установлен в первый цилиндр, с меткой «2» — во второй. Поршни перед установкой подбирайте соответственно размерным группам цилиндров.
Заведите шатун с болтами 16 нижней головки на шатунную шейку коленчатого вала. Установите крышку по ранее нанесенным меткам. Крышку с шатуном собирайте так, чтобы пазы под усики вкладышей находились с одной стороны. Закрепите крышку к шатуну, навернув на шатунные болты гайки 30.
Момент затяжки гаек 68,6 ... 88,2 Н/м (7... 9 кгс/м). Допускается увеличение момента затяжки до 107,8 Н/м (11 кгс/м) для совмещения ближайшей прорези в гайке с отверстием в шатунном болте. Зашплинтуйте гайки, отогнув один конец шплинта на торец болта, другой на грань гайки.
Шатун должен перемещаться вдоль шейки вала от усилия руки.
Закройте крышкой люк поддона блока и установите на блок головку цилиндров.